硬质合金耐磨涂层
更新:2021-3-11 9:08:49 点击:
- 产品品牌 抗耐牌
- 产品型号 KN-YG
- 产品描述
硬质合金涂层是一种高硬度涂层,在金属表面形成高硬度质密性耐磨涂层,其硬度超过HRC70以上,厚度0.1mm-1mm以上,高端产品的最佳选择,价格每平米2万左右。...
产品介绍
涂层刀具是在强度和韧性较好的硬质合金或高速钢(HSS)基体表面上,利用气相沉积方法涂覆一薄层耐磨性好的难熔金属或非金属化合物(也可涂覆在陶瓷、金刚石和立方氮化硼等超硬材料刀片上)而获得的。涂层作为一个化学屏障和热屏障,减少了刀具与工件间的扩散和化学反应,从而减少了月牙槽磨损。涂层刀具具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性,切削时可比未涂层刀具提高刀具寿命3~5倍以上,提高切削速度20%~70%,提高加工精度0.5~1级,降低刀具消耗费用20%~50%。因此,涂层刀具已成为现代切削刀具的标志,在刀具中的使用比例已超过50%。目前,切削加工中使用的各种刀具,包括车刀、镗刀、钻头、铰刀、拉刀、丝锥、螺纹梳刀、滚压头、铣刀、成形刀具、齿轮滚刀和插齿刀等都可采用涂层工艺来提高它们的使用性能。

图(1)硬质合金耐磨涂层加工车间,北京耐默公司拥有的硬质合金涂层设备
涂层刀具有四种:涂层高速钢刀具,涂层硬质合金刀具,以及在陶瓷和超硬材料(金刚石或立方氮化硼)刀片上的涂层刀具。但以前两种涂层刀具使用最多。在陶瓷和超硬材料刀片上的涂层是硬度较基体低的材料,目的是为了提高刀片表面的断裂韧度(可提高10%以上),可减少刀片的崩刃及破损,扩大应用范围。

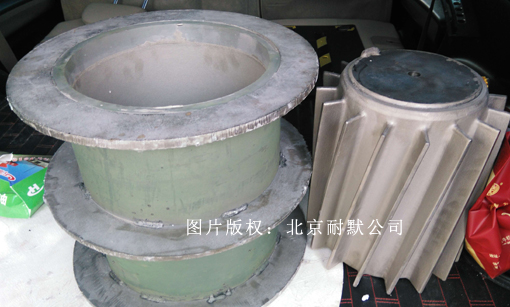
图(2)高硬度硬质合金涂层用于混料机叶片表面
生产硬质合金涂层方法
目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。 用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,目前已发展到涂覆在焊的硬质合金刀具上。据报道,国外某公司在焊接式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。

图(2)高硬度耐磨涂层用于混料筒内壁
各种新型涂层
涂层 颜色 硬度HV 厚度 摩擦系数 最高适用温度 说明
ZrCN复合 兰灰 2500 1-4 0.3 550 通用性强
TiN单层 金黄 2300 1-4 0.4 500 高性价比涂层
TiAlN复合 紫色 3200 1-4 0.5 800 通用性强
AlTiN复合 黑 3400 1-4 0.5 900 高速、高硬度加工
TiAlCrN 亚黑 3500 1-4 0.6 1000 特殊加工领域
TiCN渐层 灰黑 3000 1-4 0.4 400 高韧性通用涂层
DLC 黑彩 1000-4000 0.5-2 0.05 400 适用于有色金属、石墨、塑胶
CrN渐层 银亮 2000 3-15 0.5 700 适用加工铜、钛、模具
更多产品