����۸������Ͻ�̼������ĥͿ����о�
2015-6-4 9:07:55 �����
��ժҪ]Ϊ�������������Ӳ�Ⱥ���ĥ�ԣ�ʹ��������շ�����45#����Ϳ��1��̼������ĥͿ������ͨ����Ӳ�ȼƺ���ĥ����õ��� WC��ĥͿ�㲻ͬ��ȵ�Ӳ�ȷֲ�����ĥ�Ա仯���ݡ����������Ϳ������ɢ�㲿�ֵ�Ӳ����ͣ�Ϳ���Ӳ�� �ϻ������ɢ�㶼�нϴ����ߣ�����Ϳ�㲿�ֲ�ͬ���Ӳ�ȱ仯����;�ڸ�Ħ�������£�Ϳ����������ĥ����ã��м伸����� ĥ�����൱��������ɢ�㴦��Ϳ���������
[�ؼ���]������շ�;�����Ͻ�;̼����;��Ӳ��;ĥ����
0����
ĥ���Dz���������ҪʧЧ��ʽ֮һ������ɵľ�����ʧ��ʮ�־�ģ�ճ��ĥ���������ĥ����ʽ֮һ�����ķ�չʮ��Ѹ�٣�����ʹ������������ͻȻ�¹ʣ���ɾ���ʧ��ĥ��ʧЧ�ĸ��������������ճ��ĥ��Ĵ�Լռ15%����Ӱ��������ճ��ĥ�����Ҫ����֮һ�Dz��ϵ�Ӳ�ȣ���Ħ�������ϵ�Ӳ�ȶ��ԣ����ϵ�Ӳ��Խ�ߣ���ĥ��Խ�ã���ˣ��о�������ϵ�Ӳ�Ⱥ���ĥ��������Ҫ����ʵ���塣���⣬ʹ�ñ��湤�̼�������ʹ���ϱ�����������û�ж���ϣ�����е��������ܣ���Ҫ�������ĥ�Ժã��IJ����Ժã������ұ���ܱ����ò�ʮ���٣����ܼ۱ȸ�,��Լ���Ϻͽ�ʡ��Դ�����ٻ�����Ⱦ����ʵ�ֲ��Ͽɳ�����չ��һ����Ҫ��ʩ�������������ı����£�������ͼʹ��������ֶ�,��������շ��Ʊ����õ������Ͻ�̼����(WC)��ĥͿ���Ӳ�ȼ���ĥ����һЩ�о���
1�����Ʊ������鷽��
1.1 �������Ʊ�
������̼���ٺϽ��ĩFN15-WC35���������ۺϽ�Ni45B��3��1�������ȣ��ı�����Ͼ��ȣ�Ȼ��ӱ����ɽ��ͣ�����Ϻ�ķ�ĩ���Ƴɸ�״���á���ĩ�ɷּ���1����ú�ͽ�ҪͿ�����45�ֱ�����ϴ�ɾ������ڵ翾���к�ɣ����Ϳ������ĥͿ���Ƿ����ȱ�ݡ�����Ϳ�������Ϳ������ʧ����һ��Ҫ���в�Ϳ���Ա�֤Ϳ��Ƚ�ƽ�������ܴ���ȱ�ݡ�Ϳ���ú��ٷ���翾���н��к�ɣ�����¶�Ϊ110�棬���ʱ��Ӧ����8h��ʹ��Ϳ�㲻�װ��䡣
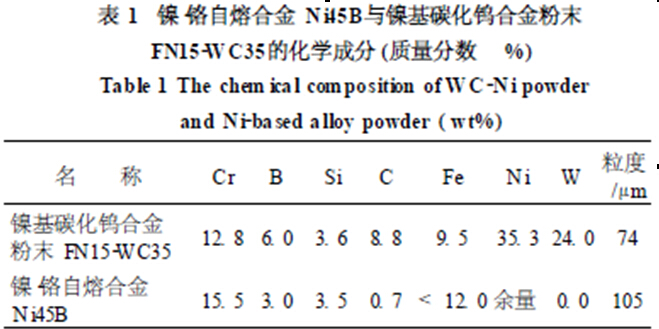
��ͼ�������ۺϽ�NI45B������̼���ٺϽ��ĩFN15-WC35��ѧ�ɷ���������
��Ϳ���úϽ��ĩ��45#�������������¯�����գ������¶�Ϊ1150�棬���¶ȱ������Ͻ���۵��Լ30�棬ʹͿ��Ͻ�������״̬������ʱ¯����ն�Ҫ������50Pa���£�����Ͻ��ڸ����·���������Ȼ��Ϳ�������ĥ��ĥƽ���⡣
1.2����Ӳ�ȵIJ���
1 2 1����Ϳ�����ͻ����Ӳ��
����Ϳ�������Ӳ�ȵ�Ŀ����Ϊ���������������ϵ�Ӳ�Ƚ��бȽϡ�������Ϳ����ΪͿ����棬����������Ϊ�����Ͻ������3mm�����塣����ʱ���������м��ʿ����п�������Ϊ�������档ʹ�õ�Ӳ�ȼ�ΪCHX-1����Ӳ�ȼƣ�ÿ��ֵ�� ��5���㣬��ȡƽ��ֵ������Ӳ���غ�Ϊ300N����ѹʱ��Ϊ 5 s�������������2��
��2�����Ͻ�Ϳ������������Ӳ��
Table 2 HRC hardness of Ni-base coating and substrate
���� ����ֵ ƽ��ֵ
Ϳ�� 59. 8 60. 4 62 7 56 3 55. 9 59. 0
���� 22 6 21. 7 19. 6 18. 5 23. 1 21. 1
1 2 2����Ϳ�㵽�������Ӳ�ȷֲ�
��Ȼʹ��CHX-1����Ӳ�ȼƣ�����Ϳ�㲻ͬ��ȵ�Ӳ�� ֵ��ÿ����Ȳ�5���㣬Ȼ��ȡ��ƽ��ֵ������Ӳ���غ�Ϊ 300N����ѹ5s����Ϳ������������0 1Ϊ1������������ʱ��������������ȱ�ݴ�����ɾ���õ㣬������1���㡣������ ����ͼ1��
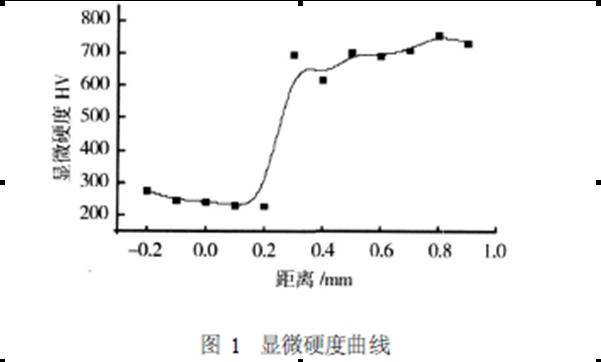
Figure 1 Micio-hardnessofNi-base alloy coating along the depth
1.3ĥ����������
ĥ����������MPX-2000A����ʽĥ��������Ͻ��еġ� Ϳ����ʽ���ǽ����պ�������Ͻ�Ϳ���������мӹ�����ʽ��Ϳ�����ĥ���ӹ���Ra=1.6��������Ϊ����ĥ�����ÿ�ⶨ��1���ĥ��������������ĥ���ӹ�����ĥ��ȥ����ͬʱ��ĥ������1��Ra= 1. 6��ĥ����,���ν��в�ͬ��ȵ�ĥ���������顣�ּ����Թ��ɲ������Ľ�Ͻ���Ϊ0���棬 ������ָ��Ϳ����棬�ֱ����5�ֲ�ͬ��ȵ���ĥ�ԣ���ȷ� ��Ϊ0.76��0.64��0.49��0.36��0.2mm��5����ȵ�ĥ�����������ͬ�����������½���:ת��Ϊ1 100r/min(�൱�����ٶ��� 1. 5m/s),�غ�Ϊ50N,����Ħ��״̬��Ӧ�ó��ط����ĥ����,ĥ�����IJ�������TG328A�͵��ӷ�����ƽ������Ϊ10-4 g��ÿ��2h�Ʊ���ĥ�����������ÿ�β���5�Σ�ȡ��ƽ��ֵ��ÿ�������ܵ�ĥ��ʱ��Ϊ22h��ȡ��ǰ10h�ı仯���������� Ϊ��ĥ�������ô�߸֣�HRC55��60)������ֱ��Ϊ<5mm����������ͼ 2��
2�����������
2 1̼������ĥͿ��Ӳ�ȷ���
�ɱ�2��֪��Ϳ���Ӳ��ҪԶ���ڻ��岿�ֵ�Ӳ�ȣ�Ϳ��Ի����������1���ܴ���� �ߡ�ͼ1�Ǵӻ��嵽Ϳ�㲻ͬ��ȵ���Ӳ�ȷֲ����ߡ���ͼ 1��֪��Ϳ������ɢ�㲿�ֵ�Ӳ����ͣ�������ɢ����1������ �չ������γɵĸ����ĵ�����֯��Ӳ�Ƚϵͣ�������ɢ�����ʴ �Ժܺá���Ϳ�㲿�����ڷֲ��п�״��WC������WC��Ͻ�Ԫ���γɵĿ�״��������ͼ3)������Щ������Ӳ�ȶ�Զ������ɢ����֯��Ӳ�ȣ�ʹ��Ϳ�㲿�־��кܸߵ�Ӳ�ȡ��� ͼ1���߿�֪���ӻ��嵽��ɢ����1�����½������ƣ������������չ�����Ԫ�ص���ɢʹ�û��忿��ɢ�㲿�ֵ�Ӳ�������� �ӣ�����ɢ���ǽ����ĸ���������֯��
����ɢ�㵽Ϳ�㲿���� ������ֱ����������˵��Ϳ�㲿�ֵ�Ӳ��Ҫ������ɢ��;���� Ϳ�㲿�֣�Ϳ��Ӳ���������������������WC�����ڲ������� �ķֲ�������ʮ�־�����ɵģ���Ϳ����洦��Ӳ�ȱ�Ϳ���� ���ߣ���������������ʱ��WC�ڱ��渽���ġ�ƫ�ۡ���ɵġ�
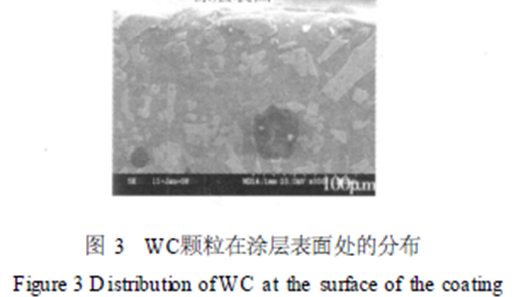
ͼ��3��̼���ٿ�����Ϳ�����ķֲ�
ͼ��3��̼���ٿ�����Ϳ�����ķֲ�
2. 2Ϳ����ĥ�Է���
��ͼ2�и�Ħ�����Խ�����������߿�֪��Ϳ��������� ��ĥ������ͣ��м�3��ı仯���������������ĥ �����������ĥ�����ʱ��ĥ��������Ͼ��ң�ĥ�����Ӵ���ͬ�������£�����Դ��45#�ֽ���ĥ�����飬������� �����ң���������Ƭ���䣬ͬʱ�����̶���������ĥ�������� ���������С��ɼ�Ϳ�����ĥ��ҪԶ�Ȼ�����ϵ���ĥ�Ժá�
Ϳ�����ĥ�ԽϺõ�ԭ����:Ϳ�����õ������Ͻ�Ϊ���۵����������Ͻ�Ϊ�˽��������Ͻ���۵㣬�����м���ϸߺ���Fe��Ni�������ܽ�һ������Si�γɹ����壬����X�����ܣ���������Ϳ����Ni����Ni3Si2��Ni4B3��NiSi�����Ni16Cr6Si7 ��������Ni29Cr07FeQ 36��������ʽ����,������Щ��������нϸߵ�Ӳ��,���ǶԺϽ���֯�����ǿ������ɢǿ��������,�������Ͻ���,Si������Ni��������,�����ǿ�����ã�B����������Ni��������,���Խ����仯�������ʽ��ɢ�ںϽ���,����ɢǿ������.����,�Ͻ��е�CrҲ ����CeBC4��CrB���������ʽ����,����ͬ����ɢ��Ϳ���������ǿ������ɢǿ�����á����������Ͻ���֯�нϸߵ� ���ԣ���Ħ��ʱ��ĥ����治�ײ������ƺͰ��䡣
�����������Ͻ��м���һ������WCӲ���࣬WC��1��Ӳ�ȸ���ĥ�ԺõIJ��ϡ��Ͻ���ĥͿ��������ĥ��ʱ���Ͻ��������� Ҫ��֧�ź�ճ��Ӳ��������ã���Ӳ�����ǿ�ĥ�����壬���ǵ� ��������Ӳĥ��Ƕ����壬���ܹ���Ч�ؽ�����ĥ����Ϳ��� ��Ļ����˶���������Ϊ�����˶�������ĥ����Ϳ��������������Ӵ��������С�Ӵ������Ӧ��������Ħ����������á�ͬʱӲ����Ҳ����Ч���赲�������Ƶ���������չ�� ���ߣ�WC�����Ľ��ǿ��Ҳֱ��Ӱ��Ϳ�����ĥ�ԣ���ˣ��������Ͻ��м����Ӳ������Ni��WC��ĩ���˷�����ͨ WC�����������Ͻ���������С��ȱ�㣬������ʱʹ��WC ���������Ͻ�ճ�������ӣ�������ĥ������ʱ��û�з����� WC������������
�����֮���Ծ�����õ���ĥ�ԣ�����Ϊ�����չ����У�WC�����С��ϸ���������Ϳ����渽��WC�ֲ����ڲ��ܼ�����WC������Ͻ�Ԫ���γɸ�������ǿ�ĥ�����壬�Ҵ˴� Ϳ���Ӳ�Ƚ�Ϳ���ڲ�Ҫ�ߣ�������������õ���ĥ�ԡ�
�м�3�����ĥ�Բ���С������������Ϳ���ڲ�WC�� ���Ͼ��ȣ���Ϳ���ڲ���֯���ƣ�����ĥ�Բ�࣬��ͼ2���� �߿�֪��Խ����Ϳ����⣬��ĥ��Խ�ã������ڲ���ͬ�����ĥ ����������������Ϳ���Ӧ�ã���1��Ϳ�㱻ĥ��ʱ���� ͨ����ĥ���ӹ���������ʹ������IJ���Ϊ����Ϳ��ʹ�á�
��������ĥ������ͼ2�����߿��Կ�����ĥ���ǰ����Сʱ��ò����ĥ����֮ǰ�ļ������࣬�����漸��СʱͿ���ĥ����ͻȻ������������Ϳ��ĥ������ɢ�㣬��ɢ�������Ϳ����˵��Ӳ��ҪС����Խ�������ĥ��������������ɢ����֯�����ܣ���Ȼ����ĥ����������ֵ�����Ǻܴ�
3����
1) Ϳ������ɢ�㲿�ֵ�Ӳ����ͣ����忿��ɢ����Ӳ�� ����ɢ���������������仯�������������չ�����Ϳ��������Ԫ����ɢ��ɵġ�
2) Ϳ���Ӳ�ȱȻ������ɢ��Ӳ�ȶ�����������Ϳ���� ��ɢ�ֲ���WC�Լ�WC��Ϳ��Ԫ�ط�����Ӧ�����Ŀ�״���������ɵġ�
3) ���ڿ�״Ӳ������Ϳ���зֲ��Ͼ��ȣ�Ϳ�㲿��Ӳ�ȱ仯����
4) �ڸ�Ħ�������£�Ϳ����������ĥ����ã��м伸�� ����ĥ�����൱��������ɢ�㴦��Ϳ���������
- ��һƪ��̼����Ϳ��ӹ�������ĥ�� 2016/8/10
- ��һƪ����ĥͿ��ķ��༰ʵ��Ӧ�ð��� 2013/8/30